激光焊接是一種精密連接技術,利用聚焦激光束熔化并融合材料,主要是金屬和熱塑性塑料。它以能夠形成窄而深的焊縫且熱影響區 (HAZ) 最小而著稱,這使其成為現代制造業的基石。由于其效率高且易于自動化系統應用,該工藝廣泛應用于汽車、航空航天、電子和醫療器械制造等領域。使用領先的有限元分析 (FEA) 軟件 Abaqus 模擬激光焊接,工程師能夠預測溫度分布、應力場、變形和殘余應力等結果,從而優化設計而無需物理原型。本文探討了 Abaqus 中的模擬過程、理論基礎和實際應用,為 工程師和研究人員提供參考。
激光焊接簡介
激光焊接是一種利用聚焦激光束熔化并連接各種材料(通常是金屬或熱塑性塑料)的技術,焊接精度極高。它能夠形成牢固、清潔且變形極小的焊縫,廣泛應用于汽車和航空航天等行業。該工藝以其高效而聞名,是小規模精密加工和大規模生產的理想選擇。
激光焊接的類型
激光焊接包含多種模式,每種模式都針對特定的應用:
連續波 (CW) 激光焊接: 這種方法采用穩定的激光束,適用于深熔焊接。它通常用于大批量應用,焊接速度更快,尤其適用于較厚的材料。例如,它是需要牢固接頭的汽車部件的理想選擇。
脈沖激光焊接: 該技術的特點是脈沖長度為毫秒,非常適合薄型材料,例如剃須刀片或精密電子元件。它可以降低孔隙率和飛濺,從而提高焊接質量,但可能會在鋁合金等合金中引發熱裂紋,因此需要謹慎選擇參數。
激光混合焊接: 這種方法將激光束焊接與電弧焊(例如氣體保護金屬極電弧焊 (GMAW))相結合。激光可提高焊接速度,而電弧則提供熔融金屬,從而提高填充和接頭強度。它具有更大的定位靈活性,比單純的 GMAW 焊接速度更快,并且減少了咬邊,非常適合用于復雜的組件。
遠程激光束焊接: 在該技術中,激光束通過激光掃描儀沿焊縫移動,機械臂不跟隨焊縫移動。該技術速度更快、精度更高,尤其適用于處理復雜的幾何形狀,在現代自動化生產線中越來越受歡迎。
激光焊接的優勢
激光焊接具有顯著的優勢,增強了其在各個行業的應用:
高精度:聚焦激光束可實現窄而深的焊接,確保接頭清潔、準確,這對于精密工程應用至關重要。
最小熱影響區 (HAZ):集中的能量可最大限度地減少熱變形,保持基材的機械性能,這對于精密或熱敏感的組件至關重要。
多功能性:它可以焊接多種材料,包括碳鋼、高強度低合金 (HSLA) 鋼、不銹鋼、鋁和鈦,并且能夠連接不同的金屬,擴大設計可能性。
焊接速度高:促進快速生產率,提高制造環境的吞吐量。
減少變形:與電弧焊等傳統方法相比,較低的熱應力可減少翹曲,確保尺寸穩定性。
自動化友好:可輕松集成到機器人系統中,支持一致的大批量生產,提高效率并降低勞動力成本。
無需 X 射線或真空:與電子束焊接不同,它在露天操作不會產生有害輻射,從而提高了安全性和可達性 。
激光焊接的數學理論
激光焊接背后的理論涉及對傳熱和材料行為的理解。研究表明,基于傅里葉-比奧方程的熱傳導模型有助于預測溫度分布,而多物理場模型則可以解釋流體流動和相變。這些問題通常使用有限元法 (FEM) 軟件進行求解,高斯或雙橢球等熱源模型可以提高精度。
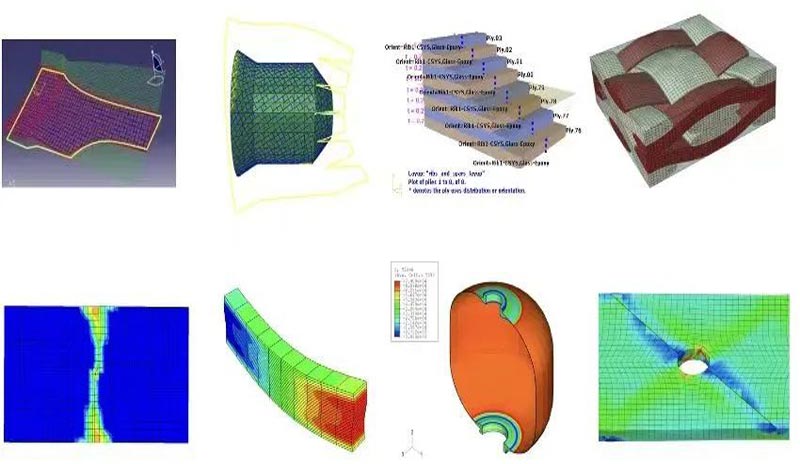
在 Abaqus 中模擬激光焊接
在 Abaqus 中模擬激光焊接需要建立一個具有溫度相關材料屬性(例如熱導率和比熱容)的模型。Dflux 子程序定義熱源,例如圓柱回旋正則 (CIN) 模型,該過程包括焊接和冷卻步驟。這可以分析熱分布、應力和變形,從而有助于優化焊接參數。
模擬激光焊接具有以下幾個優點:
預測分析:了解工藝參數(例如激光功率、光束半徑、焊接速度)如何影響焊接質量。
優化:確定最佳參數,以最大限度地減少變形和殘余應力,同時確保焊接牢固。
節省成本和時間:通過虛擬驗證設計減少對物理原型的依賴。
復雜幾何形狀:模擬難以通過實驗測試的復雜形狀和材料的焊接。
Abaqus 特別適合這項任務,因為它具有強大的耦合熱機分析能力和 DFLUX 等用戶定義子程序,這對于焊接模擬中的熱源建模至關重要。
Abaqus 中激光焊接仿真的步驟
根據行業標準實踐,在 Abaqus 中模擬激光焊接涉及幾個關鍵步驟:
模型設置
創建要焊接的組件(例如,板或管道)的 3D 模型。
使用適當的元素類型進行熱分析,例如 DC3D8(8 節點線性傳熱磚元素)。
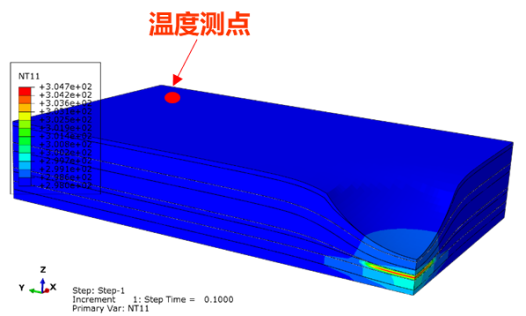
確保網格足夠細,以便準確捕捉焊接區域附近的熱梯度,同時又足夠粗,以控制計算時間。例如,在熔池附近使用更細的網格對于捕捉陡峭的熱梯度至關重要,而對于較遠的區域,可以使用更粗的網格來優化計算效率。
材料特性
密度
熱導率
比熱
熱膨脹
彈性特性
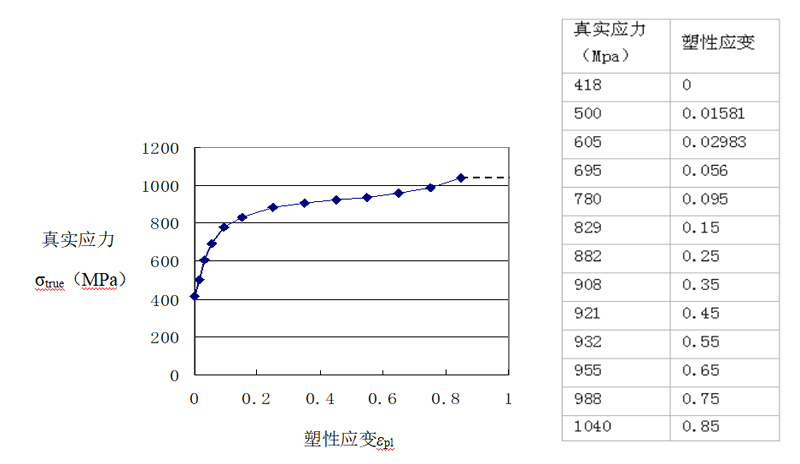
塑料特性
定義工件材料(例如不銹鋼或鈦)的溫度相關材料特性。
主要屬性包括:
這些特性對于加熱和冷卻階段的準確熱和結構分析至關重要。
示例:對于不銹鋼(SA240),可以使用 Excel 文件或直接在 Abaqus 中將屬性作為溫度函數輸入,確保模型反映不同溫度下的真實材料行為。
熱源定義
這里:
焊接路徑和速度
邊界條件
分析步驟
焊接過程:模擬激光束產生的加熱(例如,繞管道一圈需要 6.283 秒)。
冷卻過程:模擬冷卻至室溫(例如,1000 秒),捕捉殘余應力的發展。
設置耦合溫度-位移步驟:
確保時間增量足夠小,以捕捉焊接過程中的快速熱變化,對于激光工藝通常以毫秒為單位。
運行模擬
后期處理